BORING OF CYLINDERS
HINT:
• Bore all six cylinders for the oversized piston outside diameter.
• Replace the piston rings with ones to match the oversized pistons.
1. SELECT OVERSIZED PISTON
Oversized piston diameter:
O/S 0.50 7M-GE 83.40 — 83.45 mm
(3.2835 — 3.2854 in.)
7M-GTE 83.41 — 83.46 mm
(3.2839 — 3.2858 in.)
2. CALCULATE AMOUNT TO BORE CYLINDER
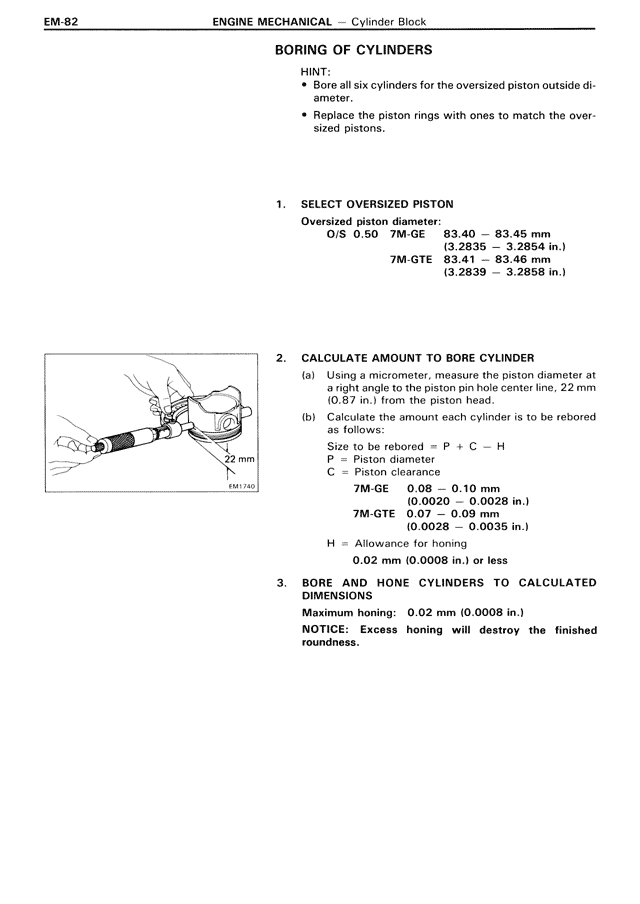
(a) Using a micrometer, measure the piston diameter at a right angle to the piston pin hole center line, 22 mm (0.87 in.) from the piston head.
(b) Calculate the amount each cylinder is to be rebored as follows:
Rebore amount = P + C — H
P = Piston diameter
C = Piston clearance
7M-GE 0.08 — 0.10 mm
(0.0020 — 0.0028 in.)
7M-GTE 0.07 — 0.09 mm
(0.0028 — 0.0035 in.)
H = Allowance for honing
0.02 mm (0.0008 in.) or less
3. BORE AND HONE CYLINDERS TO CALCULATED DIMENSIONS
Maximum honing: 0.02 mm (0.0008 in.)
NOTICE: Excess honing will destroy the finished roundness.